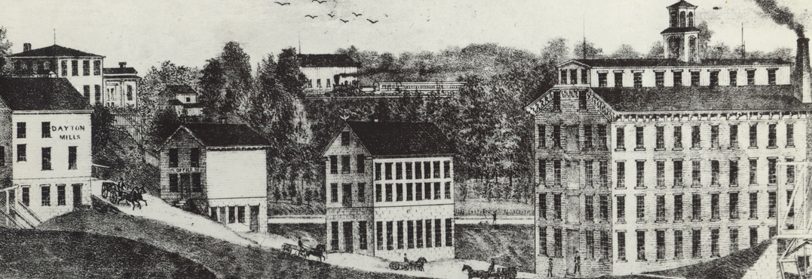
The Dayton woolen factory’s products came in a range of colors. In order to produce the various shades, a large number of vegetable dyes had to be kept on hand. From an inventory of the factory in 1873, they had a variety of dyes and other products used in making woolen cloth.
Before dyeing, the raw wool had to be washed and cleaned with something that would remove the oils that occur naturally. The oxalic acid listed in the inventory would have been used on the wool as a first step.
Alum, chrome, and soda ash were used as dye fixatives, or mordants.
Extract of logwood, a purplish-red natural dye obtained from the logwood tree, could produce black, grey, navy blue, purple, violet or lavender, depending on the mordant used.
Sicily sumac could produce dyes of red, yellow, black, or brown.
Cudbear was extracted from a lichen and produced dyes in the purple range.
Camwood produced a brilliant but non-permanent red dye.
Brazilwood extract produces bright reds, corals, and pinks.
Fustic , a bright yellow dye, is very colorfast. It is frequently combined with other dyes to produce a range of yellow and green colors.
Lard oil was used to prepare the dyed and dried wool for carding.
Large quantities of these were kept on hand. The inventory listed 533 pounds of logwood; 800 pounds of Sicily sumac; 1260 pounds of Camwood and more than a ton of soda ash.
It was certainly a colorful business!
