 The Dayton Woolen Factory
The Dayton Woolen Factory
The following article about the Dayton Woolen Factory is from the Ottawa (Illinois) Free Trader, February 11, 1865, p. 2, cols 3-5
FIRST WOOLEN FACTORY
The grinding of grists and manufacture of flour came far from satisfying all the wants of a country situated as this was fifteen and twenty years ago. No country in the world, for instance, was better adapted to wool growing, and, considering the difficulty and expense, at that date, of procuring woolen goods from the east, no country stood in more need of facilities for making available the abundant fleeces at their own door. Mr. Green had come from a region where woolen factories were common, and seeing how much the country needed one, inferred it would be willing to support one. Accordingly, in 1840 he commenced the erection of a woolen factory, and in 1841 had it in operation. The building was of wood, 32 by 50 feet, three stories high, and equipped with two sets of machinery.
had it in operation. The building was of wood, 32 by 50 feet, three stories high, and equipped with two sets of machinery.
It made no large pretentions. Its principal business was to cleanse and card wool for the farmers in the vicinity, or manufacture it into cloths on shares. Its fabrics, however, were so well made, that quite a demand grew up for them in the market, and for the last half dozen of years the demand had been beyond the capacity of the factory.
It was not, however, until the breaking out of the present war, and the rapid appreciation, in consequence, of the price of all kinds of woolen goods, and with it, the correspondingly rapid increase in the production of wool that this demand became not only pressing but overwhelming. Stimulated by the high prices, the production of wool in the country was doubling every year. This pressure on the factory became so annoying, that but one of two courses remained open: either to give up all pretense of meeting the demand; or enlarge proportionately the capacity of the factory. The latter alternative, after due deliberation, was adopted, and as the old building was too contracted for the purpose, early last spring was laid the foundation for the splendid new factory at Dayton, the recent completion of which mainly accords the occasion for this article.
EXPLANATION
Before proceeding with this new establishment, however, it is necessary to relieve ourselves from what would soon grow into an embarrassment. Thus far we have only named John Green in connection with all these operations at Dayton. We are unintentionally doing injustice to others. Mr. Green is a man who, though still hale and hearty, had turned the scriptural three years [sic] and ten, and it is not probable that at his age he should retain the enterprise and vigor of his earlier days, to engage in vast new projects such as we are about to describe. Mr. G., when he came to this country, brought with him sons and daughters; and as his mills were built up and were torn down and rebuilt, his sons grew up apace to vigorous manhood. Full of the enterprise and energy of their honored progenitor, there was no need of going from home to find a suitable field for their activity. As early as 1840, we find the name of “J. & D. Green,” and “J. Green & Sons,” on their sign boards and attached to their business paper. And thus the firm remained until the new factory of which we are about to speak was projected, when, for obvious reasons, some other names were admitted into the firm – those of O.W., M.B., & C.A. Trumbo, and that of Mr. Samuel J. Allen, formerly and for several years foreman in the weaving department of the well known establishment of the Harris’, at Wilmington, Rhode Island. To introduce and properly handle the vast amount of new and complicated machinery which the new factory would require, involved the necessity for new knowledge and experience, and there is reason to believe that in this respect the firm have been most fortunate in the choice of the last named associate. Henceforth, the firm name is “J. Green & Co.”
THE NEW FACTORY
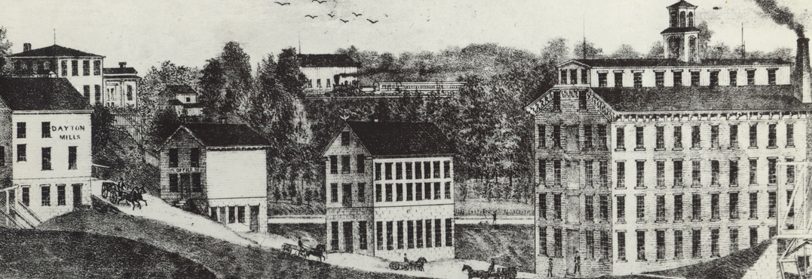
The new building is of stone from the celebrated quarries of Joliet, handsomely laid in courses. Its dimensions are, – main building 55 by 105 ft., five stories high, with a dye house at the northern end, of the same stone, 32 by 55 ft., one story high. The walls are three feet in thickness at the base, tapering as they rise to 20 inches at the apex. The windows, which of course are numerous, have handsome cut-stone caps and sills, and the cornices being richly ornate, the building presents an exterior view both handsome and imposing.
The external view, however, gives but a faint impression of the vastness which overwhelms one on entering the interior. We pass to the ground floor, and before us is a room 50 by 100 feet, divided apparently into large aisles by rows of stout pillars supporting huge beams and girders overhead. All teems with life and machinery, uproarious with its buzzing, noisy clatter. We ascend to the second story, and here again is the vast hall, with its rows of pillars, and aisles, and huge beams, and busy hum and buzz and clatter; but we notice all the machinery is different, and are puzzled to know what connection it can have with that below. We ascend to the third story, and find another vast hall, the counterpart of the others, differing again only in the new and apparently still more complicated machinery. And so we go to the 4th and to the 5th story – to the very drying loft, and at each ascent emerge into the same large room but with all its machinery and operations different. We have now walked over a space which, spread out in one flat surface, would make an acre, and hold 30,000 people. At every point we are struck with the admirable arrangement and adaptation of the building to the purpose for which it is designed. The manager, in his little corner on the first or second floor, can communicate with all parts of the building without moving from his seat. Huge elevators convey easily and noiselessly any article from one floor to the other as it is needed. The arrangements for ventilation and heating are perfect. Not a stove or spark of fire is found in this whole vast building. Off beyond the north end is a huge furnace, and over it a steam boiler. From this along the walls on all sides of the building, steam is conveyed in pipes throughout the building, and so perfectly is the heat under control, that at all times, be the weather intensely cold or mild, exactly the same temperature can be maintained in every room from the bottom to the top. This steam boiler not only warms the building, but heats, by jets of steam, all the hot water needed about the building, which is not a little. We know little about the perfection which modern improvements have attained in factory buildings, but if any can be more perfect in all their appointments than this, we are unable to conceive it.
HOW CLOTH IS MADE
Of course, were we capable of doing it, any attempt to describe the machinery in so large and thoroughly furnished a factory as this, would involve us in a maze of technicalities which, to the common reader, would be jargon, and to the manufacturer capable of understanding us, as absurd as a greenhorn attempting to describe to us the process of printing. All we shall attempt is, to give the reader, in intelligible language, some idea of the various processes through which the wool goes in its transformation from the uninviting, dirty looking clip, into the fine velvety, glossy cassimere and broad-cloth which we carry on our sundy-go-to-meeting backs.
We are again on the first floor. At the farther end lies a large stack of greasy, dirty-looking wool, just as it was taken from the sheep’s back. Some men, with light, easy, trucks are hauling it to the scouring room, which, following on their heels, we enter. Around on all sides are huge vats, filled with water heated by steam, and into these the wool is tumbled. Now commences a process of stirring and pounding which threatens to grind it to powder. It comes out, however, whole, and is tossed on a huge rack, also in rapid motion, where it is flooded by a strong, gushing stream of water. This is called wrenching, and removes apparently the last impurity.
It is now ready for dying, and such as it is proposed to submit to this process, is thrown into the coloring vats – hugh [sic] copper boilers, also heated by steam. It comes out of these “dyed in the wool,” – any color that may be desired. It is again put through the wrenching operation, and is then ready for drying. Now our grandmothers did this by spreading it out on the grass, or on sheets over the kitchen roof. — But in these days of steam and telegraph wires, nobody can afford to bide the uncertainties of sunshine. At least at this “institution” nothing is hung out to dry. Hot steam pipes supply the place of sunshine, and fans the office of gentle breezes. The wool goes to the ” hydra extractor,” which shakes not exactly the very life out of it, but at least all the loose water; and then it is removed to the drying apparatus, which by means of rapidly revolving fans, propels a strong current of air through the pile, and thus finishes the job. Thoroughly dried, the wool next goes to the picking room, and here again our grandmothers are beaten “all hollow.” A machine which to us is wholly indescribable, seems to separate each particular fiber from the other, and toss it into the air, so that the inside of the room looks like a Canada snow storm in full rage.
The wool is now ready for carding. This is done by three different machines. The first two are called “breakers,” and their office is to mix the colors, take out all the remaining impurities, and distribute the wool evenly for the cylinders of the third machine, by which it is divided up into nice even rolls of about rat tail thickness, and any desired length. Of these carding machines there are four sets in operation; and we may as well remark here, once for all, that whatever we may have to say of other machinery, we are speaking of parts of four sets. All the machinery of a wollen [sic] factory, from the cleansing apparatus to the looms, goes in sets. One set of cards requires two spinning jacks, 4 looms, &c. The building, in all its arrangements and appointments, is designed for eight sets of machinery, though at present it is supplied with but four. The design of course is, as rapidly as the business demands justify, and all other needed arrangements can be made, to fill the building with machinery and run it to its full capacity.
We are now ready to go up another story, and follow the carded wool to the spinning jack. Of these there are now six in operation, each running 240 spindles. In the olden time, when a woman spun ten cuts, or about 3,000 yards of thread a day, she did a big business. These spinning jacks rather beat that. A moderate day’s work for one man on a spinning jack is about 1200 cuts, or what 120 spinning wheels would do in the same time. We are afraid spinning wheels must go out of fashion. The yarn is spun on “bobbins,” and from these reeled off on a “dresser,” undergoing in the operation, a process of sizing and other preparation for the loom. It is then run on huge beams, some of which have “chain” enough on them for 2500 or 3000 yards of cloth, and conveyed to the looms.
Of looms there are 17 in operation 13 broad and 4 narrow looms. Six of them are the famous “Crompton” loom, with from 12 to 24 harness, – the best in use. The balance are the common plain and cassimere looms. To give the factory its full complement of eight sets of machinery, will require 15 more broad looms. The weaving at present consists chiefly of plain woolen cloth, plain and ribbed cassimere, plain, striped, or checked, flannels, blankets, &c. Few broad cloths have yet been made, though all the requisite machinery is here, and the intention is to go into this manufacture largely. There is no reason why as fine broad cloths may not be made here as are made in Massachusetts or old England. With the additional machinery, it is also intended to introduce in time the Jacquard and other still more complicated looms, for weaving of carpets and other figured fabrics.
From the looms, the cloth passes through the fulling machines, and thence to the “napper” and “teazle gig.” This last is so curious a machine as to deserve a special notice. It is a heavy revolving cylinder, its surface covered with a singular burr, the pericarp or seed case of a common weed in New York, and which will grow as well here. The burs [sic] are tightly packed in creases on the surface of the cylinder, and the cloth passed over them so as to touch them lightly, receiving from the contact a nap the perfection of which no other contrivance has yet been able to rival. The cloth is now ready of drying, and as no dependence, as we have said, is placed on outside sunshine or air, this is done on the inside, by spreading the cloth on huge stretchers in front of the steam pipes passing along all the walls, and which thus serve as dryers as well as to warm the building. From the stretchers, the cloth goes to the shearing machine, where the nap is nicely shorn down to perfect evenness, and then passing into the press, it comes out finished and is folded up into pieces of 30 yards each and is ready for the market.
At present the factory is employed, as we have already intimated, on cassimeres, flannels and blankets, of all grades, turning off about 1000 yards a day. “Stocking yarn” is also quite an item, and having two knitting machines in operation, they knit an immense number of stockings, here again interfering with the occupation of our grandmothers, as the machines make money knitting at 5 cts. a pair, while granny would scorn to take less than 2 shillings. About 50 operatives are at present employed, but in time the establishment will doubtless need triple that number. Most of the people in Dayton, numbering some 500 inhabitants, are in some way or other connected with the factory or mills in operation there.
The new factory building was erected under the general supervision of Messrs. Greens themselves. The stone work, however, was immediately under the direction of Mr. Christopher Adelman, of Lockport; and the carpenter work of Mr. J. Colwell, of Ottawa, to whose well known architectural skill the building unquestionably largely owes its comely outside appearance and the perfection of its inside arrangements.
